



Flexible Packaging
Flexible packaging is a general description for packaging produced from film of which there are many variations. Most popular is Polythene (PE) which can be produced as High Density (HD) Medium Density (MD) Low Density (LD) dependant on the end use application. Flexibles can be Mono extruded (one layer), co-extruded (2 or more layers produced together) or Laminated (2 or more layers joined together using a bonding agent). The use for flexibles in industry is endless. Whether it is in the form of a bag, a stand up pouch, single wound film, lay flat tubing, the list goes on and on.
At National Packaging we are able to source every type of flexible packaging and we are currently supplying many end users who are household names. Flexible packaging is the most versatile form of packaging and todays films are eco-friendly and can be produced to degrade quickly in land fill or totally degrade even quicker as compostable film with food and garden waste. All films are degradable but depending on the construction of the film will determine how quickly it will degrade. If a film is "Degradable" it could take years to degrade. If a film is "Bio-Degradable" it could degrade in months. If a film is "Compostable" it can degrade in weeks under the right conditions.
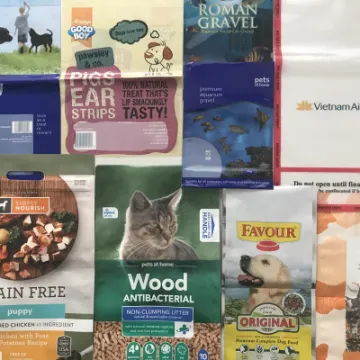
Here at National Packaging Limited, we are able to supply flexible packaging for retail and mail order (self-seal sacks, garment bags and film, plain and printed carrier bags).
For food production we supply Dolav liners , tray liners , plain and printed film for VFFS / HFFS and bags of any description.
Of a more industrial nature we supply pallet covers , stretch hooding , top sheets, rubble sacks, animal feed and bedding packaging as well as furniture and mattress covers. Whatever the application, National Packaging are well equipped to help you.Add some text...

Extrusion line for blown film. Blown film is created as the thick layer of extruded film emerges from a circular die and a large bubble of air is blown inside. The volume of the bubble, and the original diameter and thickness of the extruded tube determine the ultimate gauge (thickness) of the material. The vertical bubble, which may be many feet tall, allows the film to cool gradually as it is pulled up by rollers which collapse the bubble and control the thin, flat tube of film as it is wound. Often in the rewind process the edges are slit off and rolls are slit to width and wound in line as the film is extruded. This is a vertical process as shown in the schematic. It's estimated that approximately 20-30% of stretch film manufactured today is blown.
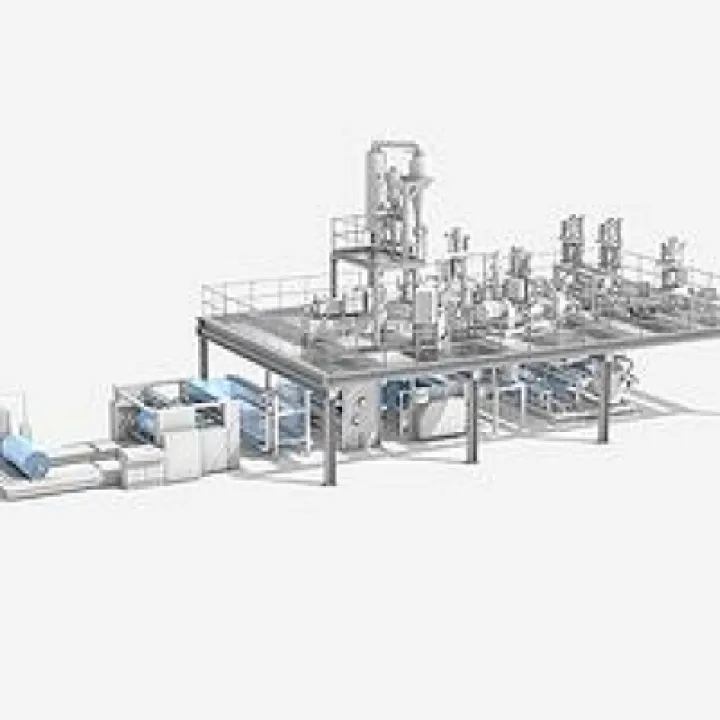
Some film is made with a "cast" extrusion process. Cast film production involves a different process. In this case the resin is extruded through a linear die and oozes out onto large diameter chilling rollers. (Note that they may not actually be cold, but rather are much cooler than the semi-molten plastic). Depending on the original thickness of extrusion, sometimes film is thinned to the target gauge by winding the resulting film faster than it is extruded. This is a horizontal process as shown in the schematic. Cast film represents the other 70-80% of stretch film manufacturing according to general industry estimates.
Contact Us
Keith@national-packaging.com
00447568427405
National Packaging Limited
1 Buckingham Rise
Macclesfield
Cheshire
SK11 7GL